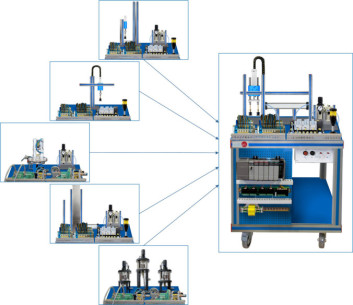
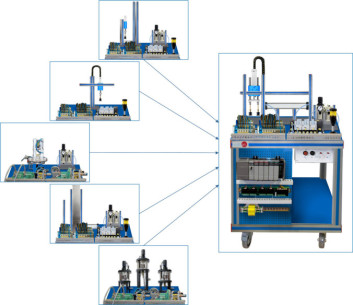
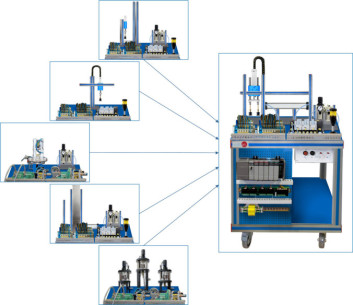
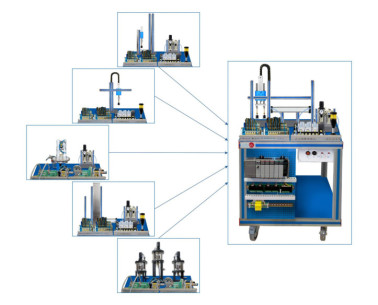
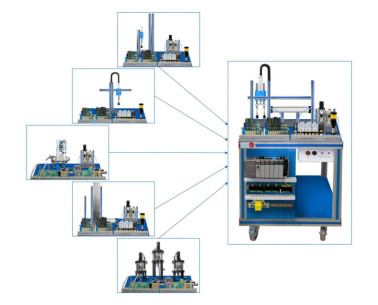
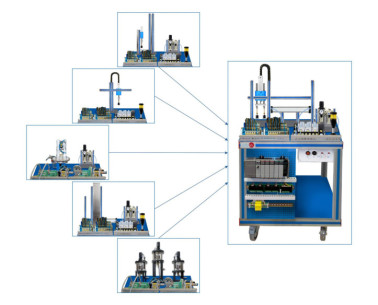
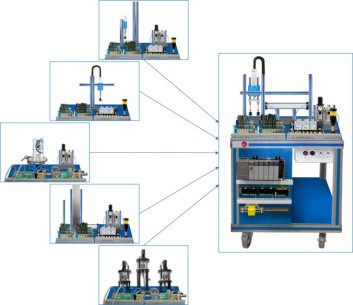
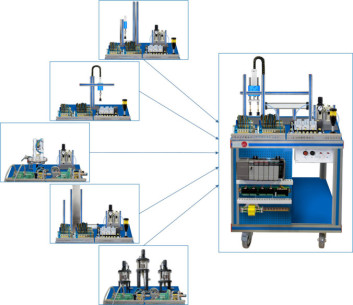
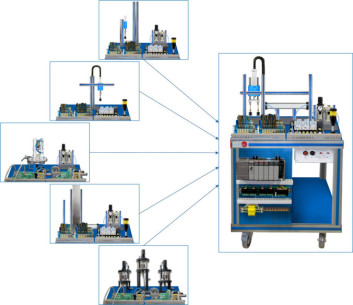
La Usine-école d’Emballage, "AE-PLC-MEMB", conçue par EDIBON, est une table rotative automatique dotée d’un système d’alimentation des récipients, d’un système de remplissage contrôlé à l’eau, d’un distributeur de bouchons, d’un système de fermeture des récipients et, enfin, d’un système d’extraction vers un support de récipients complets.
La usine-école "AE-PLC-MEMB" est conçue comme un système modulaire afin d’en faciliter la compréhension.
Les principaux composants sont :
- L’automate programmable (PLC) : il est composé de l’unité CPU et de tous les modules supplémentaires nécessaires pour assurer le fonctionnement correct de la usine-école de travail.
- Le panneau de contrôle : avec boutons de mise en marche/arrêt, bouton d’arrêt d’urgence, bouton de réinitialisation, voyants lumineux indiquant l’état actuel du processus, etc.
- Le circuit pneumatique : il contient les électrovannes nécessaires, les composants de pression, les filtres et régulateurs garantissant le fonctionnement adéquat de l’unité, ainsi que différents types d’actionneurs pneumatiques.
- La usine-école de travail : elle est composée de composants industriels réels utilisés dans les systèmes de table rotative, tels que détecteurs à lames, capteurs de présence, moteur à courant continu, capteurs inductifs, capteurs capacitifs, table rotative à quatre positions, etc.
Le circuit pneumatique et la usine-école de travail sont répartis dans les sections suivantes :
- Système de traitement de l’air. Il contient un ensemble filtre-régulateur avec piège à eau et vanne de coupure pour contrôler l’entrée de la pression d’air dans l’unité. Il inclut un manomètre à double échelle permettant de visualiser le niveau de pression fourni à l’unité.
- Section d’alimentation des récipients. Elle comporte un stockage vertical permettant d’introduire les récipients sans bouchon. Deux vérins double effet assurent la chute des récipients un par un. Chacun de ces vérins possède son propre régulateur de débit d’air afin d’en ajuster la vitesse.
- Section de déplacement des récipients. Il s’agit d’une table rotative équipée de quatre supports pour les récipients. Grâce à sa rotation, effectuée par un moteur à courant continu, le récipient est acheminé vers chaque étape correspondante du processus.
- Section de remplissage. Elle comprend deux réservoirs situés dans la partie inférieure de la table de l’unité. L’un est un réservoir de réserve et l’autre fournit l’eau à la usine-école grâce à un système d’électrovannes, une pompe submersible alimentée en courant continu et un siphon permettant le remplissage correct du récipient. Elle inclut également un capteur capacitif de détection de récipient pour éviter l’activation du remplissage lorsque le récipient n’est pas en position ou est absent.
- Section d’alimentation des bouchons et de fermeture des récipients. Elle comporte un vérin double effet qui pousse les bouchons un par un selon les besoins du processus. Ces bouchons restent en attente dans un stockage vertical placé en dehors de la table rotative. Au moyen d’actionneurs de déplacement vertical et horizontal, et d’un éjecteur à vide avec ventouse, la usine-école saisit le bouchon, le transporte et l’appuie ensuite sur le récipient, assurant ainsi sa fermeture.
- Section d’extraction du récipient. Elle comprend un ensemble d’actionneurs, parmi lesquels des pinces pneumatiques qui saisissent le récipient et le transportent vers le support de stockage, où ils s’accumulent.
- Tour de signalisation. Elle contient des voyants LED vert, jaune et rouge pour indiquer l’état du système.
- Bloc d’électrovannes. Il s’agit d’un bloc de distribution pneumatique comprenant neuf électrovannes : huit électrovannes monostables cinq voies et une électrovanne monostable trois voies.
- Bloc de borniers électriques. Il contient tous les signaux de l’unité, accessibles et identifiés, permettant la vérification manuelle du système. Le bloc est doté de borniers codés par couleur pour aider l’utilisateur à identifier chaque type de signal, ainsi que le nom correspondant.
 Préférences sur les cookies
Préférences sur les cookies

 Catalogue
Catalogue
 Spécifications du Concours
Spécifications du Concours