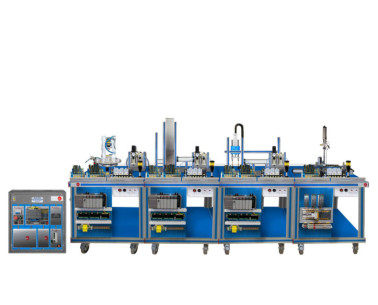
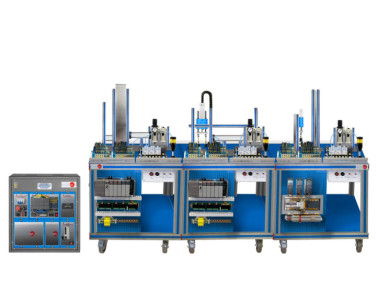
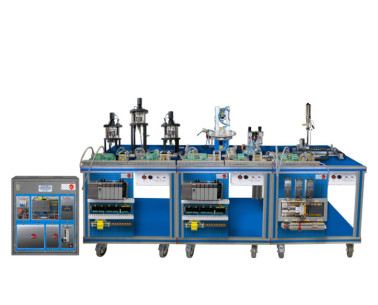
Le Système de Fabrication Flexible de Transport, Classification, Sélection et Manipulation Pneumatique, "AE-PLC-FMS5", conçu par EDIBON, est un système configurable et hautement adaptable, destiné à l’étude et à l’application des principes d’automatisation avancée dans le contexte de l’Industrie 4.0 et de l’Industrie 5.0. Cet unité intègre des technologies clés telles que le contrôle automatisé, l’interconnexion des dispositifs via des réseaux intelligents, la programmation en PLC des chaînes de montage et l’analyse de données en temps réel, permettant aux utilisateurs d’explorer les capacités de la fabrication numérisée et connectée qui caractérisent la Quatrième Révolution industrielle et ouvrent la voie à la Cinquième Révolution industrielle.
Il se compose de neuf Usine-école s interconnectées réalisant des tâches spécifiques d’alimentation, d’assemblage, de vérification (dimension, matériau et couleur), de pressage, de montage et de stockage des pièces. Chacune de ces Usine-école s nécessite son propre PLC de la marque choisie (PANASONIC, SIEMENS, ALLEN BRADLEY, MITSUBISHI et/ou OMRON), permettant aux utilisateurs d’explorer l’application de concepts avancés de contrôle et de production dans une ligne de fabrication automatisée, où le flux de travail est coordonné par un système PLC central requis (de la même marque que celui choisi pour les Usine-école s) et un réseau Ethernet, faisant de la "AE-PLC-FMS5" une ressource d’apprentissage complète pour ceux qui s’intéressent à l’ingénierie de l’automatisation et à la fabrication flexible.
Voici les Usine-école s incluses :
- La Usine-école de Distribution de Pièces, "AE-PLC-DS" : elle fournit des pièces de différentes couleurs, matériaux et hauteurs à la Usine-école d’Identification, "AE-PLC-SIP".
- Dans la Usine-école de Classification, "AE-PLC-CF", sont sélectionnées les pièces correspondant aux critères de couleur, de matériau et de hauteur requis, tandis que les autres sont rejetées.
- Les pièces sélectionnées sont ensuite transférées vers la Usine-école de Transport Linéaire, "AE-PLC-T", où elles sont placées et acheminées vers la Usine-école suivante.
- Dans la première Usine-école de Manipulation Pneumatique, "AE-PLC-MAN" : l’un des manipulateurs pneumatiques prend les pièces depuis la Usine-école de Transport Linéaire "AE-PLC-T" et les place dans la Usine-école à Table Rotative : Contrôle de Traitement Automatique (étude du perçage et du polissage), "AE-PLC-MR3", afin d’assembler une pièce auxiliaire à l’intérieur de la pièce de base. Ensuite, le manipulateur pneumatique renvoie les pièces vers le système de transport linéaire pour poursuivre le processus.
- Dans le processus suivant intervient la Usine-école de Bras Robotisé, "AE-BR" : le bras robotisé récupère différentes pièces depuis la Usine-école d’Alimentation pour Pièces Multiples, "AE-PLC-MA" et les assemble dans la pièce de base située sur la Usine-école de Transport Linéaire "AE-PLC-T".
- Les pièces finalisées sont ensuite envoyées vers la Usine-école de Stockage Vertical, "AE-PLC-ALV" : elles y sont temporairement stockées jusqu’à ce que l’opérateur en ait besoin. Le système comprend un magasin vertical et un manipulateur tridimensionnel XYZ qui prélève les pièces du système de transport linéaire et les place à la position souhaitée dans le magasin. Lorsque nécessaire, le manipulateur XYZ récupère la pièce et la renvoie vers le système de transport linéaire.
- Une seconde Usine-école de Manipulation Pneumatique, "AE-PLC-MAN", prend les pièces depuis la Usine-école de Transport Linéaire "AE-PLC-T" et les place dans la Usine-école de Classification "AE-PLC-CF". Cette Usine-école sépare les pièces en fonction des spécifications configurées par l’opérateur.
Cet unité permet aux étudiants et aux enseignants de s’immerger dans les concepts fondamentaux de l’automatisation industrielle. Grâce à son utilisation, les étudiants acquièrent des compétences pratiques dans la conception et l’exploitation de systèmes automatisés, ce qui leur offre une compréhension approfondie du travail coordonné entre les différentes Usine-école s d’une ligne de production réelle. Ce système configurable a été soigneusement conçu pour que chacune de ses Usine-école s remplisse des fonctions spécifiques simulant des processus industriels réels.
Le Logiciel de Simulation de Systèmes d’Automatisation, "AE-AS", permet de simuler en 2D et 3D les processus industriels et offre un contrôle et une supervision complets, permettant aux utilisateurs d’expérimenter des logiciels d’automatisation dans un environnement sécurisé.
 Préférences sur les cookies
Préférences sur les cookies

 Catalogue
Catalogue
 Spécifications du Concours
Spécifications du Concours