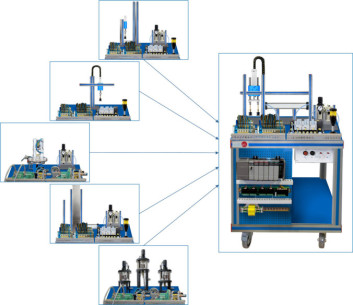
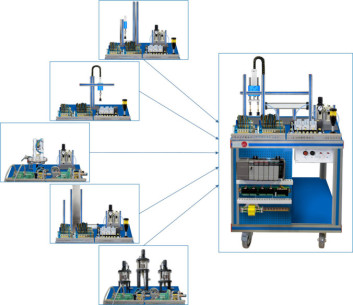
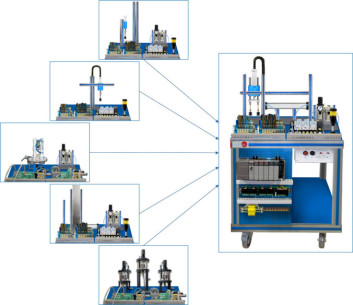
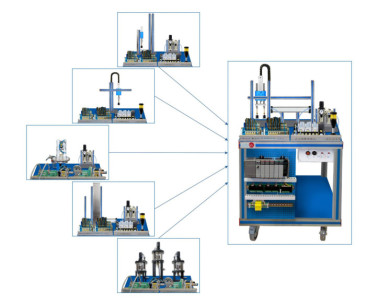
Le Usine-école de Bande Transporteuse CC, "AE-PLC-CTCC", conçue par EDIBON, est un système de convoyage CC contrôlé par PLC qui vérifie le matériau des pièces entrantes pour les classer en deux sorties différentes.
Le "AE-PLC-CTCC" se compose d'une bande transporteuse, de quatre capteurs de présence, d'un positionneur de moteur, d'un contrôleur de moteur à courant continu et d'un moteur à courant continu pour un contrôle complet du transport.
Le usine-école "AE-PLC-CTCC" a été conçue comme un système modulaire pour faciliter la compréhension.
Les principaux composants sont :
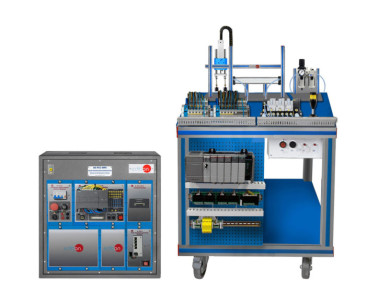
- Le PLC : il se compose de l’unité CPU et de tous les modules supplémentaires nécessaires au bon fonctionnement du usine-école.
- Le Panneau de Contrôle : avec boutons marche/arrêt, bouton d’arrêt d’urgence, bouton de réinitialisation, voyants lumineux pour afficher l’état actuel du processus, etc.
- Le Circuit Pneumatique : contient les électrovannes, composants de pression, filtres et régulateurs nécessaires pour assurer le bon fonctionnement de l’unité.
- Le Usine-école : il est composé de véritables composants industriels utilisés par les systèmes de table rotative tels que des capteurs de feuille, des capteurs de présence, un moteur à courant continu, des capteurs inductifs, une table rotative à 8 positions, etc.
Le circuit pneumatique et le usine-école sont divisés en sections suivantes :
- Système de Traitement de l’Air : contient un bloc filtre-régulateur avec séparateur d’eau et vanne d’arrêt pour contrôler la pression d’air entrant dans l’appareil. Il comprend également un manomètre à double échelle pour afficher le niveau de pression fourni à l’appareil.
- Section d’Alimentation des Pièces : il est équipé d’une rampe inclinée pour l’alimentation du système en pièces. Les pièces sont acheminées une par une vers l’unité grâce à un vérin à double effet. Les deux entrées du vérin sont équipées d’une vanne de débit d’air réglable avec by-pass pour réguler la vitesse du vérin.
- Section de Vérification des Pièces : il est conçu pour détecter si les pièces alimentant l’unité sont en métal ou en PVC. Le module de vérification des pièces vérifie cette caractéristique pour le tri ultérieur des pièces indésirables. Cette vérification est effectuée à l’aide d’un capteur inductif.
- Section Mouvement des Pièces : les pièces sont déplacées par un tapis roulant équipé d’un moteur à courant continu jusqu’à la zone de tri.
- Section Classification des Pièces : il est conçu pour trier des pièces de différents matériaux. Si la pièce est en métal, le premier cylindre de tri est activé et la pièce est stockée dans la zone réservée aux pièces métalliques. Si la pièce est en PVC, le second cylindre est activé et la pièce est stockée dans la zone réservée aux pièces en PVC. Le cylindre de tri est un cylindre à double effet. Ses deux entrées sont équipées d’une vanne de débit d’air réglable avec by-pass pour réguler la vitesse du cylindre.
- Tour de Signalisation : il contient des voyants LED verts, jaunes et rouges pour indiquer l’état du système.
- Bloc Électrovanne : il s’agit d’un bloc distributeur de vannes pneumatiques avec trois électrovannes, dont deux fonctionnent comme électrovannes monostables 5/2 et deux comme électrovannes bistables 5/2.
- Bloc de Bornes Électriques : contient tous les signaux des unités accessibles et identifiés, permettant ainsi leur test manuel. Le bornier électrique est doté d’une borne à code couleur permettant à l’utilisateur d’identifier le type de chaque signal et d’en indiquer le nom.
 Préférences sur les cookies
Préférences sur les cookies

 Catalogue
Catalogue
 Spécifications du Concours
Spécifications du Concours