La Usine-école d’Alimentation de Pièces, "AE-PLC-APS", conçu par EDIBON, permet à l’utilisateur d’apprendre les concepts de base de la pneumatique et de l’électropneumatique (fonctionnement, éléments de chaque circuit, etc.) sans aucune connaissance ou expérience préalable.
L’Usine-école d’Alimentation de Pièces, "AE-PLC-APS", est une usine-école qui fonctionne avec des technologies pneumatiques et électropneumatiques.
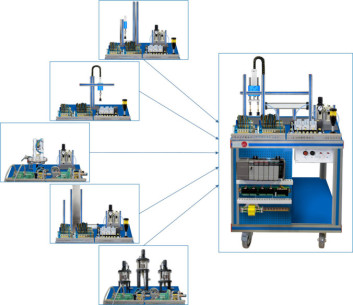
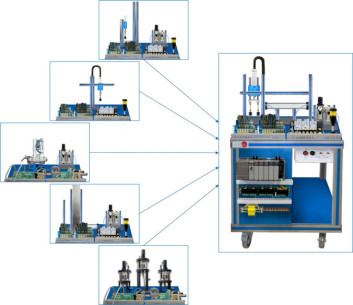
La fonction de "AE-PLC-APS" est de fournir des pièces et de les vérifier, si elles sont acceptables. Les pièces seront alimentées une par une par un vérin pneumatique, puis la position de la pièce sera vérifiée afin d’activer le mécanisme qui vérifie si la pièce est acceptable. Ensuite, la pièce est déplacée vers la zone de sortie si elle est correcte ou jetée si elle est fausse.
La "AE-PLC-APS" est composé de deux parties principales, le panneau de commande et le capteur et les actionneurs électropneumatiques :
- Panneau de commande : contient tous les boutons-poussoirs et interrupteurs pour fonctionner avec l'unité. Le panneau de commande contient également la protection magnétothermique différentielle à l'intérieur du boîtier pour effectuer un fonctionnement sûr de l'unité.
- Capteurs et actionneurs électropneumatiques : contient tous les capteurs (reed et capteurs capacitifs), les actionneurs pneumatiques (vérins simple et double effet), les actionneurs électropneumatiques (électrovannes 3/2 et 5/2) et la déport Ethernet/IP signal d'entrée et de sortie requis pour effectuer un contrôle automatique de l'unité.
- Unité de traitement d’air : contient un bloc filtre-régulateur avec piège à eau et vanne d’arrêt, pour contrôler la pression d’air à l’entrée de l’unité. L’unité de traitement d’air contient un manomètre à double échelle permettant de visualiser le niveau de pression d’alimentation de l’unité.
- Module chargeur de pièces : contient le stockage vertical pour empiler les pièces. Les pièces sont amenées à l’unité une par une à travers un vérin à double effet. Les deux entrées du vérin double effet disposent chacune d’une vanne de débit d’air réglable avec by-pass pour réguler la vitesse du vérin.
- Module vérificateur de pièces : est conçu pour détecter si les pièces fournies à l’unité ont ou non un trou au milieu. Le module vérificateur de pièces vérifie cette caractéristique pour un tri ultérieur des pièces non désirées, cette vérification est effectuée par un vérin double effet à trois capteurs. Les deux entrées du vérin double effet disposent chacune d’une vanne de débit d’air réglable avec by-pass pour réguler la vitesse du vérin.
- Module déplaceur de pièces : est conçu pour déplacer les pièces vérifiées vers la zone de classement, cette action est effectuée par un vérin à double effet. Les deux entrées du vérin double effet disposent chacune d’un clapet de débit d’air réglable avec by-pass et clapet anti-retour piloté, pour réguler la vitesse du vérin et bloquer la position du vérin s’il n’y a pas d’entrée d’air dans le vérin double effet.
- Module de classement des pièces : est conçu pour trier les pièces, si la pièce est bonne, le cylindre de classement est activé et la pièce sera entassée dans la zone de la bonne pièce, si la pièce est défectueuse, le cylindre de classement n’est pas activé et la pièce sera s’entasser dans la zone de classement des pièces défectueuses. Le cylindre de classification est de type simple effet et son entrée est dotée d’une vanne de débit d’air réglable avec dérivation pour réguler la vitesse du cylindre.
- Lumière de la pile : contient une lumière led verte, jaune et rouge pour indiquer l’état du système.
- Bloc d’électrovannes : il s’agit d’un bloc collecteur de vannes pneumatiques avec 5 électrovannes, trois fonctionnant comme électrovannes 3/2 et deux électrovannes 5/2.
- Module d’entrées-sorties à distance Ethernet/IP : contient un module d’entrées/sorties à distance avec le nombre requis d’entrées et de sorties pour effectuer un contrôle automatique de l’unité.
- Bornier électrique : contient tous les signaux de l’unité accessibles et identifiés, pour vérifier l’unité manuellement. Le bornier électrique a une borne à code couleur pour aider l’utilisateur à identifier le type de chaque signal, et a le nom de chaque signal.
 Préférences sur les cookies
Préférences sur les cookies

 Catalogue
Catalogue
 Spécifications du Concours
Spécifications du Concours