Le Usine-école de Table Rotative : Alimentation, Contrôle de Qualité et Assemblage (étude dimensionnelle), "AE-PLC-MR1", conçue par EDIBON, est une table rotative automatique avec un alimentateur, un contrôle qualité et un système de montage intégrés. Le "AE-PLC-MR1" dispose d'un stockage vertical, le système fournit les pièces une à une à la table rotative, puis un système de contrôle qualité vérifie que la pièce a les bonnes dimensions et le bon matériau. Enfin, si la pièce est appropriée, elle est montée avec couvercle. Si la pièce n'a pas les dimensions correctes ou si le matériau est rejeté par la table rotative.
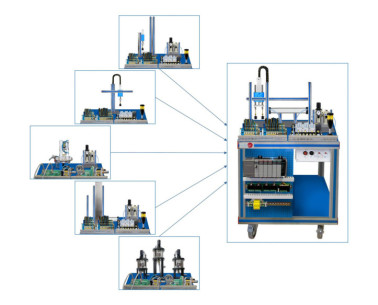
Le usine-école "AE-PLC-MR1" est conçu comme un système modulaire pour faciliter la compréhension.
Les principaux composants sont :
- Le PLC : est composé de la limite du CPU et de tous les modules supplémentaires nécessaires pour effectuer un fonctionnement correct du usine-école et de tous les modules supplémentaires nécessaires pour effectuer un fonctionnement correct du usine-école.
- Le Panneau de Contrôle : avec bouton marche/arrêt, bouton-poussoir d'urgence, bouton de réinitialisation, indicateurs lumineux pour afficher l'état actuel du processus, etc.
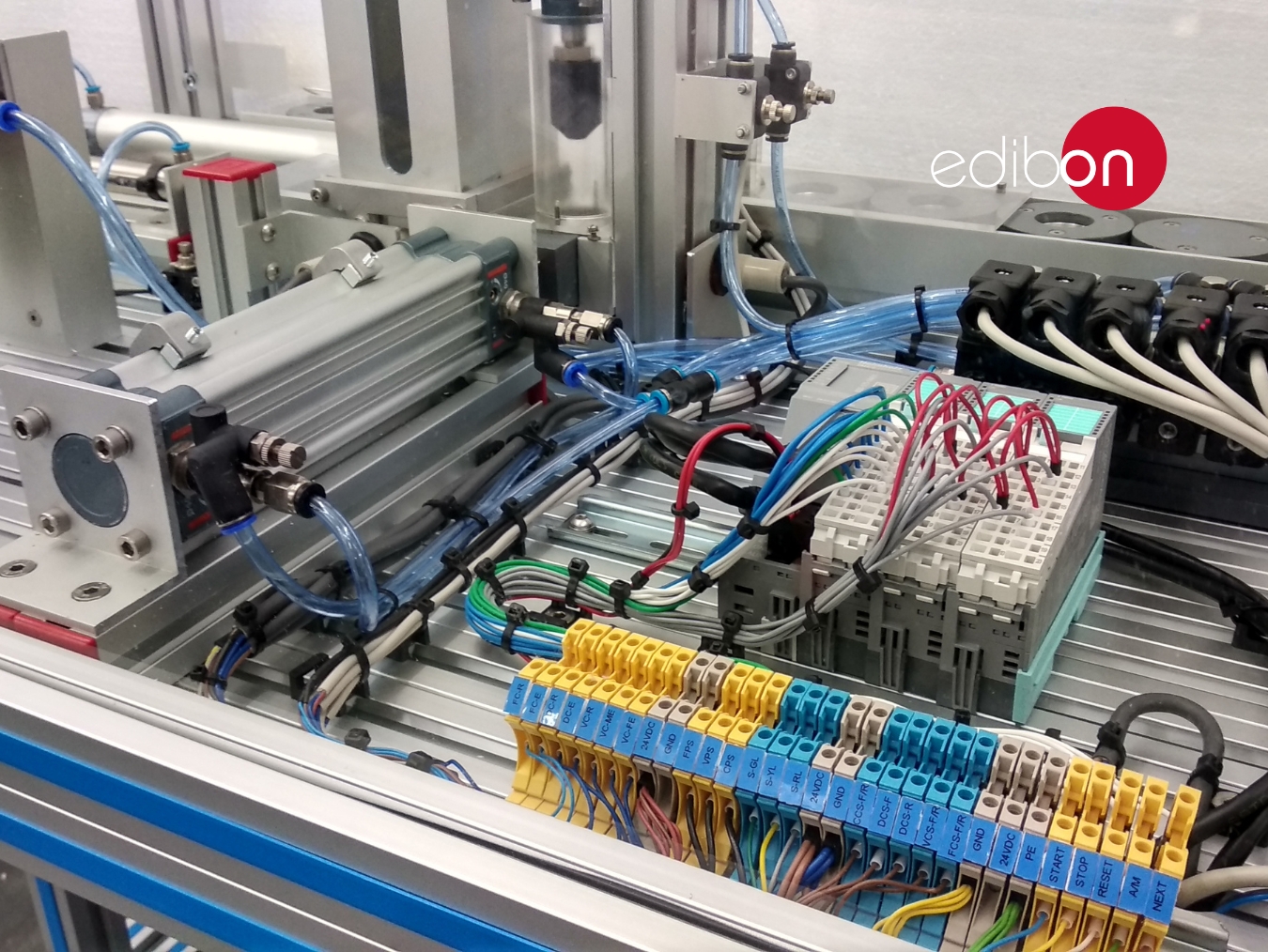
- Le Circuit Pneumatique : contient les électrovannes nécessaires, les composants de pression, les filtres et les régulateurs pour assurer le bon fonctionnement de l'unité.
- Le Usine-école : il est composé de véritables composants industriels utilisés par les systèmes à table rotative tels que des capteurs Reed, des capteurs de présence, un moteur à courant continu, des capteurs inductifs, une table rotative à 8 positions, etc.
Le circuit pneumatique et le usine-école sont répartis dans les sections suivantes :
- Système de Traitement de l'air : il contient un bloc filtre-régulateur avec un piège à eau et une vanne d'arrêt pour contrôler la pression d'air entrant dans l'unité. Comprend un manomètre à double échelle pour visualiser le niveau de pression fourni à l'unité.
- Section d'Alimentation en Pièces : il contient des rangements verticaux pour stocker les pièces. Les pièces sont amenées à l'unité une par une via un vérin à double effet. Chacune des deux entrées du vérin double effet possède une vanne de débit d'air réglable avec un by-pass pour réguler la vitesse du vérin.
- Section de Déplacement de Pièces : il s'agit d'une table tournante destinée à déplacer les pièces saisies vers les zones de vérification et de classification. La table est alimentée par un moteur à courant continu qui comprend un encodeur et un frein.
- Section de Vérification des Pièces : il est conçu pour détecter si les pièces fournies à l'unité ont un trou au centre et si le matériau des pièces est en métal ou en PVC. Le module de vérification des pièces vérifie ces caractéristiques pour une classification plus approfondie des pièces indésirables. Ces vérifications sont effectuées à l'aide de capteurs de hauteur et inductifs.
- Section de tri des Pièces : il est destiné à classer les pièces, si la pièce ne présente pas la caractéristique souhaitée, les ventouses télescopiques de classification sont activées, et la pièce est stockée dans la zone de classification des pièces indésirables, et si la pièce présente la caractéristique souhaitée, la pince ou l'actionneur rotatif de classification est activé et la pièce est stockée dans la zone des pièces bonnes.
- Tour de Signalisation : il contient des voyants LED vert, jaune et rouge pour indiquer l'état du système.
- Bloc d'Électrovanne : il s'agit d'un bloc distributeur d'électrovannes pneumatiques avec douze électrovannes, dont deux fonctionnent comme électrovannes 3/2 monostables, six comme électrovannes 5/2 monostables et quatre comme électrovannes 5/2 bistables.
- Bloc de Bornes Électriques : il contient tous les signaux de l'unité accessibles et identifiés pour le contrôle manuel de l'unité. Le bornier électrique comporte des bornes à code couleur pour aider l'utilisateur à identifier le type de chaque signal, et il contient également le nom de chaque signal.
 Préférences sur les cookies
Préférences sur les cookies

 Catalogue
Catalogue
 Spécifications du Concours
Spécifications du Concours