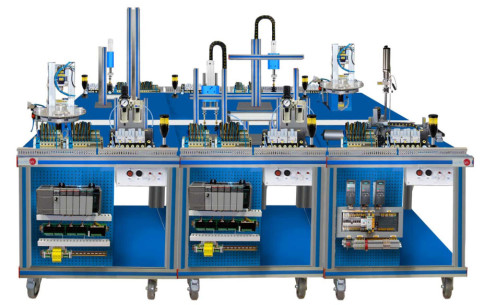
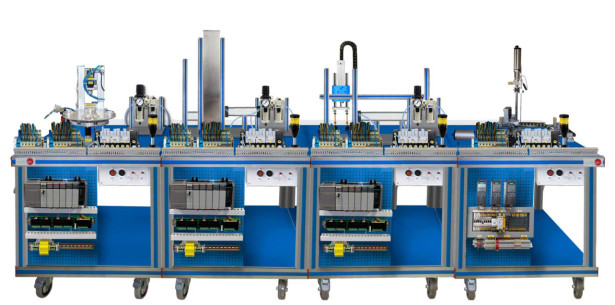
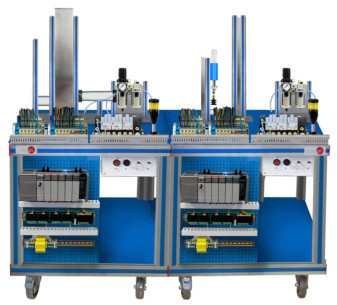
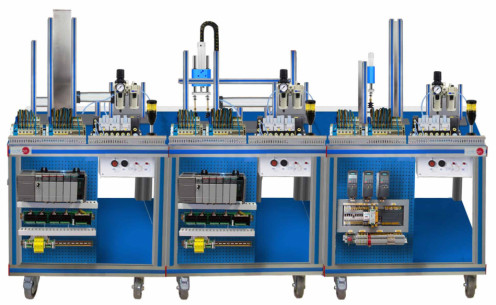
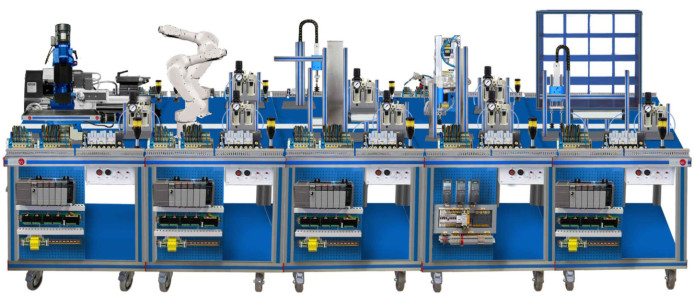
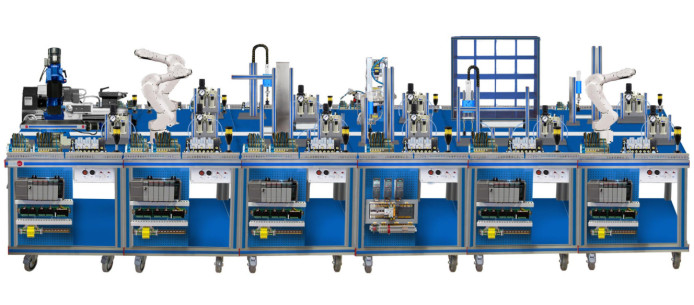
The Flexible Manufacturing System 5, "AE-PLC-FMS5" is a modular system composed of ten workstations: the "AE-PLC-DS" Pieces Distributor Workstation, the "AE-PLC-SIP" Pieces Identification Workstation, the "AE-PLC-CF" Sorting Workstation, two "AE-PLC-MAN" Pneumatic Handling Workstations, the "AE-PLC-MR3" Rotary Table Workstation 3, the "AE-PLC-ALV" Vertical Storage Workstation, the "AE-PLC-MA" Multiple Pieces Feeder Workstation, "AE-BR" Robotic Arm Workstation and the "AE-PLC-T" Linear Transport Workstation.
The objective of the "AE-PLC-FMS5" system is to provide pieces with different colors, height and materials to the linear transport system. The different workstation take the pieces from the transport system and perform the different manufacturing stages and give back the pieces to the linear transport system. The manufacturing stages included are: sorting, mounting, storing, handling, etc. the linear transport system carry the pieces from one workstation to another till the manufacture process is complete.
The process of the "AE-PLC-FMS5" is explained in the following lines:
- First, the feeding system provides the pieces with different colors, materials and heights to the identification workstation, where the non-valid pieces are discarded and the valid pieces are placed on the linear transporter system.
- Then, one of the pneumatic manipulators take the pieces from the linear transport system and place on the rotary table to mount an auxiliary piece inside the base piece, and give back the two mounted pieces to the linear transport.
- The next process is the robotic arm system. The robotic arm take different pieces from the multiple pieces feeding workstation and mount them inside the base piece, located at the linear transport system.
- Then, the pieces are stored in the automatic storing system. The storing system works as a buffer, keeping the finished products till are required by the operator. This system is composed by a vertical storage and a three dimensional XYZ manipulator that take the pieces from the linear transport system and place them at the desired position of the storage. Once the piece are required by the system, the three dimensional manipulator take the piece from the storage and give back to the linear transport system.
- The last stage is composed by the second pneumatic manipulator, which take the pieces from the linear transport system and place at the sorting workstation. This workstation classifies the pieces depends on the specification configured by the operator.
Each workstation is locally commanded by a PLC device and, in turn, a central PLC coordinates all workstations. The communication network between workstations and PC is based on the Ethernet protocol.
The "AE-PLC-FMS5" system design by EDIBON allows the users to learn the basic concepts of automation as the operation of an Ethernet network or how to program a PLC and about other areas as pneumatic, electro-pneumatic, etc.
The Robotic Arm included in the "AE-PLC-FMS5" system, contains the control console controller and the programming software in order to program and operate with it.
The optional "AE-AS" software is design to teach the students how works real automation software. This software allows making 2D and 3D processes simulations, supervising and controlling SCADA systems, programming and communicating PLCs, simulating hydraulic, pneumatic and electronic devices operation, etc.
 Cookie-Präferenzen
Cookie-Präferenzen

 Katalog
Katalog
 Wettbewerbsspezifikationen
Wettbewerbsspezifikationen