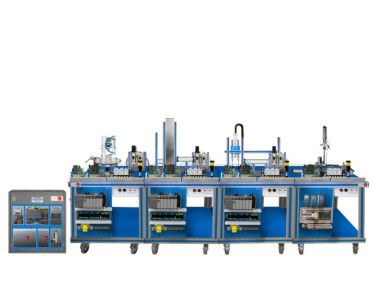
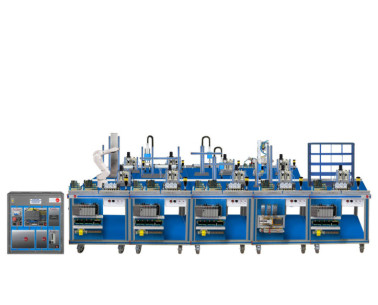
El Sistema de Fabricación Flexible de Transporte, Montaje, Selección, Atornillado y Almacenaje, "AE-PLC-FMS2", diseñado por EDIBON, es un sistema configurable y altamente adaptable, diseñado para el estudio y aplicación de los principios de automatización avanzada en el contexto de la Industria 4.0 e Industria 5.0. Este equipamiento integra tecnologías clave, como el control automatizado, la interconexión de dispositivos mediante redes inteligentes, programación en PLC de las cadenas de montaje y el análisis de datos en tiempo real, permitiendo a los usuarios explorar las capacidades de la manufactura digitalizada y conectada que caracterizan la Cuarta Revolución Industrial y dan pie a la Quinta Revolución Industrial.
Consta de siete estaciones interconectadas que realizan tareas específicas de alimentación, transporte, montaje, selección (dimensión, material y color), atornillado y almacenamiento de piezas. Cada una de estas estaciones requiere de su propio PLC de la marca que se escoja (PANASONIC, SIEMENS, ALLEN BRADLEY, MITSUBISHI y/o OMRON) permitiendo a los usuarios explorar cómo se aplican conceptos avanzados de control y producción en una línea de fabricación automatizada, donde el flujo de trabajo es coordinado por un sistema de PLC central requerido (misma marca que la escogida para las estaciones) y una red Ethernet, haciendo del "AE-PLC-FMS2" un recurso de aprendizaje completo para aquellos interesados en la ingeniería de automatización y manufactura flexible.
Estas son las estaciones incluidas:
- Estación de Alimentación de Piezas, "AE-PLC-A": Inicia el ciclo trasladando las piezas base desde la posición de espera hasta la cinta transportadora.
- Estación de Transporte Lineal, "AE-PLC-T": Recibe las piezas desde la estación de almacenaje y las posiciona para su paso a la siguiente estación.
- Estación de Montaje "AE-PLC-M": Añade una segunda pieza a la base, verificando que las dimensiones sean correctas antes de continuar.
- Estación de Mesa Rotatoria: Alimentación, Control de Calidad y Montaje (estudio dimensional), "AE-PLC-MR1": Verificación dimensional de las piezas.
- Estación de Mesa Rotatoria: Alimentación, Control de Calidad y Montaje (estudio material y color), "AE-PLC-MR2": Verificación del estado adecuado del material y del color de la pieza.
- Estación de Atornillado Automático, "AE-PLC-AT": Colocación de cuatro tornillos en las piezas base para terminarlas.
- Estación de Almacenamiento, "AE-PLC-AL": Coge las piezas base mediante un manipulador automático y las ubica en el lugar de almacenamiento designado.
El equipo permite a estudiantes y profesores sumergirse en conceptos fundamentales de la automatización industrial. A través de su uso, los estudiantes adquieren habilidades prácticas en el diseño y la operación de sistemas automatizados, lo que les brinda una comprensión profunda del trabajo coordinado entre las distintas estaciones de una línea de producción real. Este sistema configurable ha sido cuidadosamente diseñado para que cada una de sus estaciones cumpla con funciones específicas que simulan procesos reales en la industria.
El Software para la Simulación de Sistemas de Automatización recomendado, "AE-AS", permite simular en 2D y 3D los procesos industriales y ofrece control y supervisión completo, permitiendo a los usuarios experimentar con software de automatización en un entorno seguro.
 Preferencias sobre cookies
Preferencias sobre cookies

 Catálogo
Catálogo
 Especificaciones de Concurso
Especificaciones de Concurso